Following the opening in 2023 of its state-of-the art £30 million concrete roof tile manufacturing facility at Cadeby in Leicestershire, FP McCann is moving into a second phase of production which will see expansion of its concrete tile range and capacity moving up to 500,000 tiles per week. With further upgrades planned, the fully automated facility, will have the capability to produce 60 million roof tiles per annum.
Having entered the market last summer with its thin leading edge interlocking concrete roof tiles branded ”Thin Flat” and “Thin Flat Duo”, the company has recently expanded the Thin Flat tile range, adding a Rustic Red colour. This modern looking low-profile tile also available in Anthracite, Grey, Terracotta and Brown, features a smooth non-textured finish and straight cut edge. To complement the Thin Flat tiles, FP McCann is shortly to commission a ridge tile production line. Also moving into a commissioning phase is the “Round Top” roof tile (seawave style). The standard profile concrete roof tile is a soft roll design, the classic double pantile feature lending itself to both traditional and modern style houses. Later this year, once all production line upgrades are complete, FP McCann will be launching two more tile profiles, a double Roman and a square top roof tile.

The company has installed the latest concrete tile manufacturing equipment in the new factory - The process starts with the mixing of sand, cement, iron oxide and water in controlled measures in a planetary mixer to produce a semi-dry concrete composition. The semi-dry tile mix is then conveyed to a hopper, where it is extruded onto aluminium moulds and cut to the precise tile lengths. At this point, Artificial Intelligence (AI) plays a part in the manufacturing process with a camera system automatically scanning tiles for defects and discolouration. Each individual mould and quality checked tile are then automatically transferred at a rate of 140 a minute into a rotary curing system which is heated at between 40 and 50 degrees Celsius. Regulated air is circulated to control humidity and temperature levels to achieve the optimum curing time and initial tile strength.
The second stage of the continuous curing cycle sees the tiles loaded onto a large circular rack that slowly rotates until they reach an unloader. This process takes between 6-8 hours. Once unloaded each tile passes through an automatic demoulding machine that parts the tile from its mould. The mould is then returned to the first stage of the process.
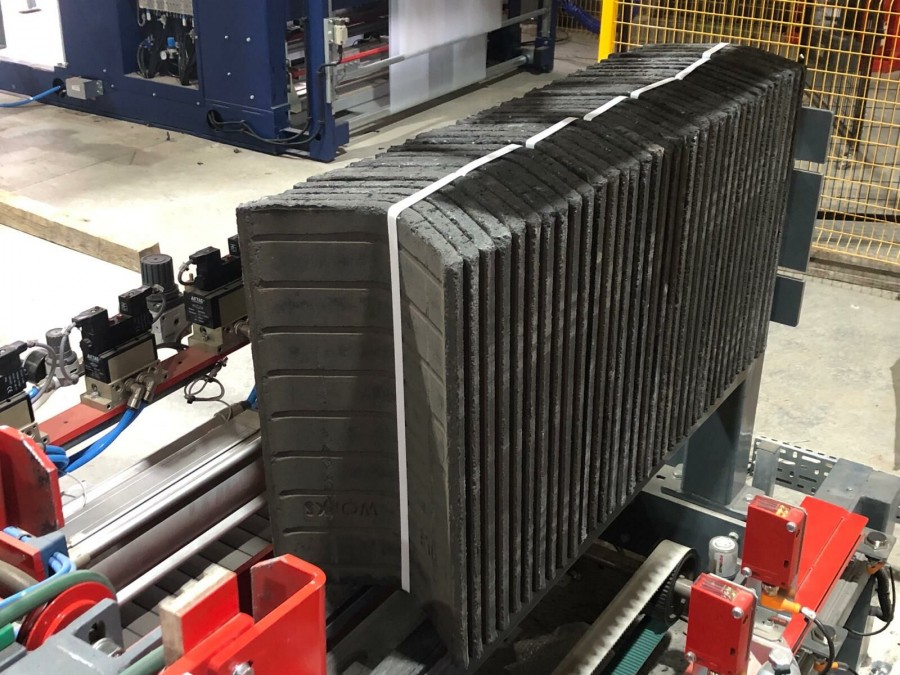
The fully cured tiles then continue through a paint booth where two coats of acrylic water-based paint are applied to seal the tiles. A similar rotary racking system allows the paint to dry before the tiles are stacked on top of each other to form a pack of 38. The packs are finally relayed onto a strapping and palletising line and placed on wooden pallets. Extra protection is provided with a stretch hooding bag and a chain conveyor then transports the pallets into storage.
FP McCann also boast an extensive range of quality roofing accessories each being compliant with BS5534 and NHBC guidelines.
Commenting on the new products and ongoing development at the Cadeby roof tile factory, Jonathan Pratt, FP McCann’s National Roof Tile Manager says, “Our expanded roof tile range and increased automated production capabilities will enable us to compete effectively throughout the UK. Our concrete roof tiles and complementary tile accessories are of the highest standard, all covered by a 15-year Guarantee. This push to be a market leader in the sector extends to the modern factory itself: With solar panels powering 100% of the plant’s energy requirement, FP McCann is also paving the way in the industry’s drive for net zero carbon emissions.”
Jonathan adds, “Fast and efficient customer service is key to our growth objectives. Regardless of project size, we simply ask customers to email plans to roofing@fpmccann.co.uk and they will get a quotation back within 48 hours.”